

Basic data for our contractors
Material Type
Products made of construction steel type St3S, St3SX, St4S, St4SX, 18G2, 18G2A or their equivalents such as: S2353RG2, S2753R, S3553R, may be galvanized. The basic condition for obtaining a clear, smooth and uniform zinc layer is choosing steel according to its chemical composition in accordance with the following requirements.
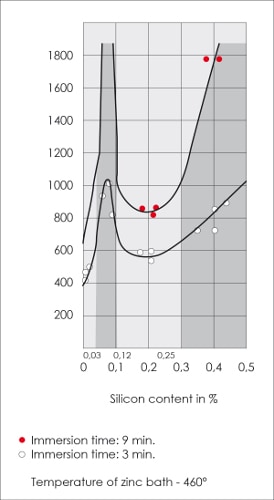
The content of silicone in steel designed for hot dip galvanisation must be lower than 0,03 % or fall within the range between 0.12 and 0.25%. Due to the characteristics of phosphor and silicone in steel, the value of their equivalent should be checked using the following formula:
Esi = Si+2,5*P
– Si and P is the percentage amount of silicone and phosphor (in steel).
The value of the Esi equivalent must exceed he requirements of silicone content in steel. In order to fully present the influence of the chemical composition of steel on the effects of galvanisation it should be added that the total amount of silicon and carbon should not exceed 0.5%.
In case of zinc coating of products made of steel of another chemical composition, the zinc coating obtained will be grey, matt, rough and non-uniform, and in extreme cases, it may be impossible to apply it. Similar effects may also occur when the steel has a diversified chemical composition, especially of its external layer.
The Sandelin effect
State of the surface
Preparation of the surface by the supplier is of a key importance for obtaining a high-quality zinc coating. The surface of products to be galvanized should be free of oils, grease, old coating and so forth, as well as from thick rust and scale. In addition, supporting agents used in welding may have a negative influence on the quality of the zinc layer, such as “SILSPAW”, etc. All metallurgical defects, also invisible to the naked eye, such as: scaliness, overlaps, roughness, pits, etc. become visible after galvanizing and can cause local cracking of the zinc coating.
Construction requirements
- The shape of the product must allow for the excess of the liquid (melted) zinc to run off from it while it is taken out of the zinc bath,
- While designing, it is necessary to take into consideration consequences of releasing stresses as a result of high temperature of about 450°C,
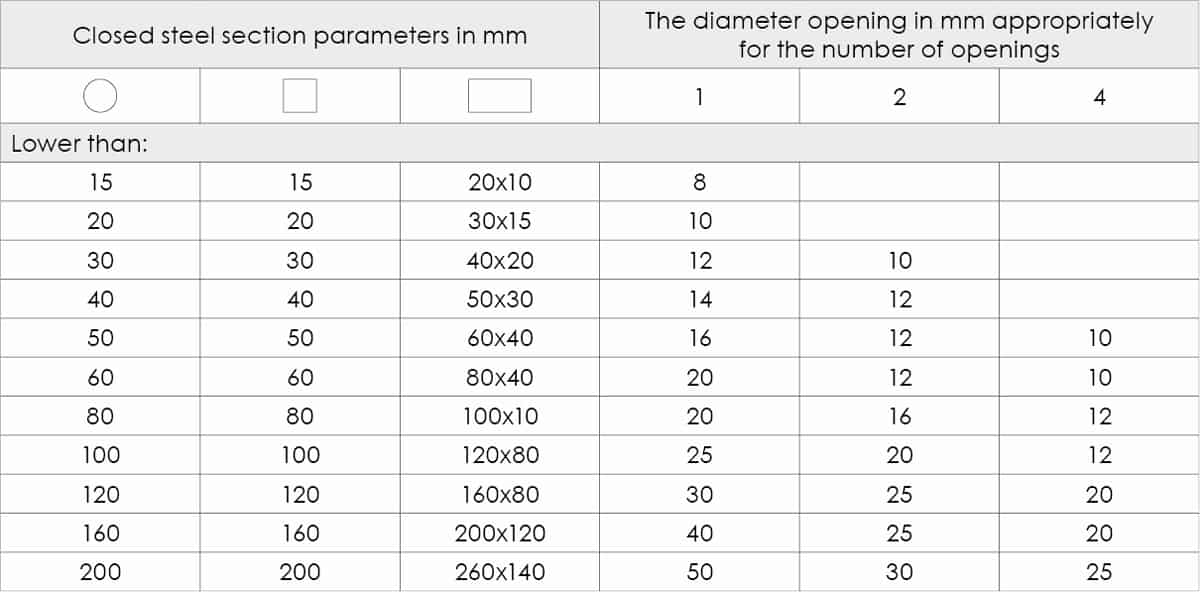
- Products may not have the features of a closed surface, and in closed profiles or containers there should be draining and air venting openings as any negligence within this scope may lead to a mechanical damage of the product,
- Objects should have handles or openings which allow for their hanging as a means of technological transportation,
- During galvanisation of elements with opening for assembly of screws or axes, allowances between 1 to 2 mm should be adopted,
- The product should not have any sharp or non-chamfered edges,
- Detailed information concerning the construction requirements of products designed for galvanisation are described in Technical Conditions available from representatives of the galvanisation plant and from our website.


Additional guidelines
- Prior to galvanisation, it is necessary to consult dates and technical conditions of products which are to be galvanised with experts at the galvanisation plant,
- If after galvanisation products will be subject to further processing, for example, by covering them with paint coats, this should be consulted with the galvanisation plant.
- The galvanisation plant should be notified about products of special use, such as drinking water supply pipeline and conditions of their galvanisation should be consulted prior to galvanisation,
- For products of a complex structure it is recommended to conduct galvanisation first on a sample in order to avoid any potential deformations.
- The data in this document is only for reference purposes. Any detailed information can be found in the General conditions of the galvanisation service.
- Rules of cooperation are specified in the Cooperation Agreement. This document and the one mentioned in the previous bullet are available on our website and in our sales department.
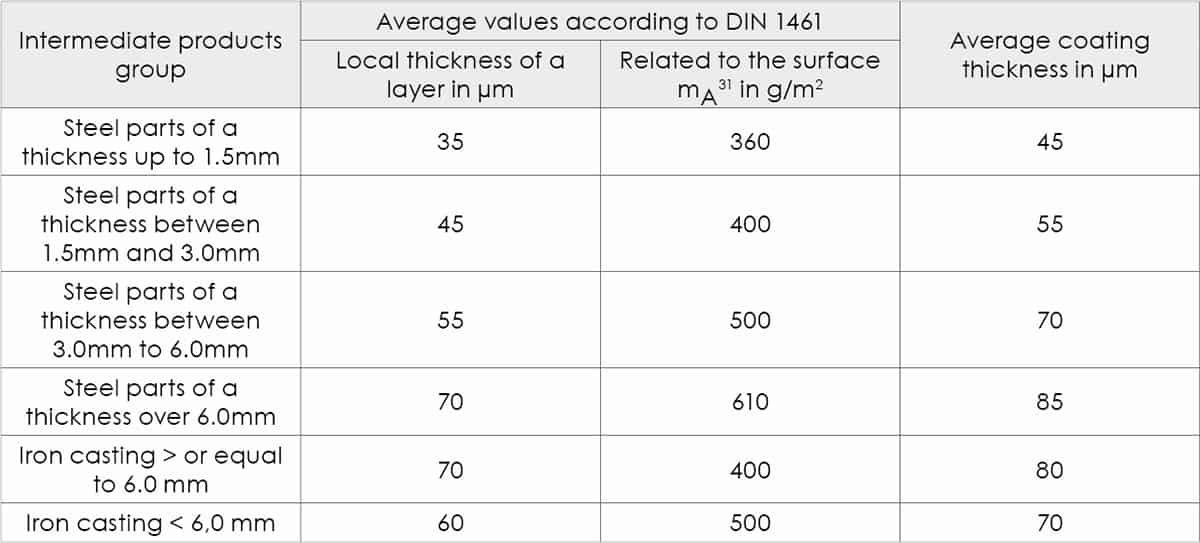
Thickness of a layer and zinc mass in relations to the surface according to EN ISO 1461
Any doubts concerning our activity will be clarified by our experts who can be contacted via the phone numbers indicated on the last page of the folder. We can also provide advice on site in the galvanisation plant.